أدخل كلمة أو عبارة بأي لغة 👆
اللغة:
ترجمة وتحليل الكلمات بواسطة الذكاء الاصطناعي
في هذه الصفحة يمكنك الحصول على تحليل مفصل لكلمة أو عبارة باستخدام أفضل تقنيات الذكاء الاصطناعي المتوفرة اليوم:
- كيف يتم استخدام الكلمة في اللغة
- تردد الكلمة
- ما إذا كانت الكلمة تستخدم في كثير من الأحيان في اللغة المنطوقة أو المكتوبة
- خيارات الترجمة إلى الروسية أو الإسبانية، على التوالي
- أمثلة على استخدام الكلمة (عدة عبارات مع الترجمة)
- أصل الكلمة
%ما هو (من)٪ 1 - تعريف
РЕЖУЩИЙ ИНСТРУМЕНТ
Перовое сверло



![Хвостовики]]: 1, 2 — цилиндрический; 3 — SDS-plus; 4 — шестигранник; 5 — четырёхгранник; 6 — трёхгранник; 7 — для [[шуруповёрт]]ов.](https://commons.wikimedia.org/wiki/Special:FilePath/Different drill bits.jpg?width=200 "Хвостовики]]: 1, 2 — цилиндрический; 3 — SDS-plus; 4 — шестигранник; 5 — четырёхгранник; 6 — трёхгранник; 7 — для [[шуруповёрт]]ов.")



![шпинделе]] расточного станка.](https://commons.wikimedia.org/wiki/Special:FilePath/Переходный конус.JPG?width=200 "шпинделе]] расточного станка.")

Сверло
режущий инструмент для получения отверстия Сверлением или увеличения его диаметра при рассверливании (См. Рассверливание). В металлообработке различают С. по конструкции и назначению: винтовые (спиральные) универсальные; для получения глубоких отверстий (одно- и двухстороннего резания); центровочные (для обработки центровых отверстий). Наиболее распространённое винтовое С. представляет собой стержень (рис. 1) с рабочей частью, имеющей режущие элементы - главные режущие кромки, вспомогательные режущие кромки (кромки-ленточки) и поперечную кромку, и хвостовиком, которым С. крепится в шпинделе станка, патроне или сверлильной головке (См. Сверлильная головка). Рабочая часть выполняется с равномерной обратной конусностью - 0,03-0,12 мм на 100 мм длины С. Изготовляют также С. специальных конструкций - без поперечной кромки, с особой заточкой, со стружкоразделительными канавками. Стандартные винтовые С. имеют диаметр от 0,25 до 80 мм. В зависимости от свойств обрабатываемого материала, режима резания и материала режущей части С. применяют пять различных форм заточки режущей части (рис. 2). Основные нормируемые геометрические параметры винтовых С. (рис. 3): угол наклона винтовых канавок ω, угол при вершине 2φ, угол наклона поперечной кромки α, задний угол и, передний угол γ. Для всего диапазона диаметров С. принимают ω = 18-30°, 2φ= 80-140°, ψ = 47-55°, α = 8-14°, tgγ = tgω/sinφ․dr/D, где dr - диаметр режущей части С. в точке, для которой определяется угол. Режущая часть С. изготовляется из быстрорежущих сталей и твёрдых сплавов или композитных материалов; хвостовики делают из сталей 45, 40Х (при режущей части из быстрорежущей стали) и сталей ХС, 40Х, 45Х (при режущей части из твёрдых сплавов или композитных материалов).
Д. Л. Юдин.
В деревообработке наряду со С. с конической заточкой применяют спиральные С. с направляющим центром и подрезателями, С. для кольцевого сверления, С. полые с выталкивателем и др. (рис. 4а, 4б, 4в). Наиболее распространены спиральные С. Для спиральных С. ω = 22-30°, 2φ при сверлении перпендикулярно волокнам древесины составляет 120°, при сверлении вдоль волокон - 60-80°, α = 20-30°. Для уменьшения усилий резания спиральных С. с направляющим центром и подрезателями высота подрезателей h принимается не более максимальной подачи. Обычно h = 0,8-2 мм, а высота направляющего центра - 3,5-8,5 мм.
С. изготовляют из инструментальной стали Х6ВФ или из быстрорежущей стали Р6М5. Для сверления древесностружечных и древесноволокнистых плит, фанерованных щитов и др. древесных материалов используют С., оснащенные пластинками и коронками из твёрдых сплавов.
В. С. Рыбалко.
Лит.: Грубе А. Э., Дереворежущие инструменты, 3 изд., М., 1971. См. также лит. при ст. Металлорежущий инструмент.

Рис. 4а. Сверло спиральное с направляющим центром и подрезателем для обработки древесины и древесных материалов.

Рис. 4б. Сверло цилиндрическое полое с выталкивателем (для высверливания пробок) для обработки древесины и древесных материалов.
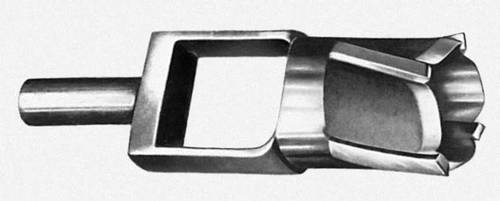
Рис. 4в. Сверло для кольцевого сверления для обработки древесины и древесных материалов.
Рис. 1. Винтовое сверло по металлу.
Рис. 2. Формы заточки сверла по металлу: а - одинарная или нормальная; б - одинарная с подточкой поперечной кромки; в - одинарная с подточкой поперечной кромки и ленточки; г - двойная с подточкой поперечной кромки; д - двойная с подточкой поперечной кромки и ленточки.
Рис. 3. Углы винтового сверла по металлу.
сверло
1. Режущий инструмент, посредством вращения которого делают, провертывают круглые отверстия в дереве или металле (тех.).
2. Жало у некоторых насекомых, просверливающих древесину или кожу растений (спец.).
сверло
ср.
1) Режущий инструмент, вращением которого делают круглые отверстия в различных материалах.
2) перен. Жало у некоторых насекомых, просверливающих древесину или кожу растений.
1) Режущий инструмент, вращением которого делают круглые отверстия в различных материалах.
2) перен. Жало у некоторых насекомых, просверливающих древесину или кожу растений.
ويكيبيديا
Сверло

Сверло́ — режущий инструмент, предназначенный для сверления отверстий в различных материалах. Свёрла могут также применяться для рассверливания, то есть увеличения уже имеющихся, предварительно просверленных отверстий, и засверливания, то есть получения несквозных углублений.
Твердосплавными сверлами получают отверстия 9-10 квалитета, специальными твердосплавными сверлами с 4-мя ленточками и на цветных металлах возможно получать отверстия 7-8 квалитета, быстрорежущими 12-13 квалитета.

أمثلة من مجموعة نصية لـ٪ 1
1. Потом, увидев, что мы умеем работать, дали какое-то сверло.
2. Продвигаясь вглубь по миллиметру, сверло наконец достигло центра...
3. НЕДООТВЕТ Вонзил самолет в небо Сверло - в неземной сфере...
4. Сверло установите на кусочке изоляционной ленты, чтобы оно не соскальзывало.
5. Она чертила для любимого завода фрезу или сверло.